氩弧焊的操作方法,加图解
氩弧焊是一种左右手同时动作的操作,与我们平时生活中的左手画圆右手画方相同,所以建议在刚开始学习氩弧焊的人员进行类似的训练,对学习氩弧焊有一定的帮助。
(1)送丝:分内填丝和外填丝。
外填丝可以用于打底和填充,是用较大的电流,其焊丝头在坡口正面,左手捏焊丝,不断送进熔池进行焊接,其坡口间隙要求较小或没有间隙。其优点因为电流大、和间隙小,所以生产效率高,操作技能容易掌握。
(2)运焊把,分为摇把和拖把。
摇把是把焊嘴咀稍用力压在焊缝上面,手臂大幅度摇动进行焊接。其优点因为焊嘴压在焊缝上,焊把在运行过程非常稳定,所以焊缝保护好,质量好,外观成形非常漂亮,产品合格率高,特别是焊仰焊非常方便,焊接不锈钢时可以得到非常漂亮的外观的颜色。
其缺点是学起来很难,因手臂摇动幅度大,所以无法在有障碍处施焊。拖把是焊嘴轻轻靠或不靠在焊缝上面,右手小指或无名指也是靠或不靠在工件上,手臂摆动小,拖着焊把进行焊接。其优点是容易学会,适应性好,其缺点是成形和质量没摇把好,特别是仰焊没摇把方便施焊,焊不锈钢时很难得到理想的颜色和成形。

(3)引弧
引弧一般采用引弧器(高频振荡器或高频脉冲发生器),钨极与焊件不接触引燃电弧,没有引弧器时采用接触引弧(多用于工地安装,特别高空安装),可用紫铜或石墨放在焊件坡口上引弧,但此法比较麻烦,使用较少,一般用焊丝轻轻一划,使焊件和钨极直接短路又快速断开而引燃电弧。

(4)焊接
电弧引燃后要在焊件开始的地方预热3—5秒,形成熔池后开始送丝。焊接时,焊丝焊枪角度要合适,焊丝送入要均匀。焊枪向前移动要平稳、左右摆动是二边稍慢,中间稍快。要密切注意熔池的变化,池熔池变大、焊缝变宽或出现下凹时,要加快焊速或重新调小焊接电流。
当熔池熔合不好和送丝有送不动的感觉时,要降低焊接速度或加大焊接电流,如果是打底焊目光的注意力应集中在坡口的二侧钝边处,眼角的余光在缝的反面,注意其余高的变化。

(5)收弧
如果直接收弧很容易产生缩孔,如果是有引弧器的焊枪要断续收弧或调到适当的收弧电流慢收弧,如是没有引弧器焊机则缓将电弧引到坡口的一边,不要产生收缩孔,如产生收缩孔要打磨干净后方可施焊。收弧如果是在接头处时,应先将待接头处打磨成斜口,待接头处充分熔化后再向前焊10—20mm再缓慢收弧,不可产生缩孔。
在生产中经常看见接头不打磨成斜口,直接加长接头处焊接时间进行接头,这是很不好的习惯,这样接头处容易产生内凹、接头未熔合和反面脱节影响成形美观,如是高合金材料还很容易产生裂纹。焊后检查外观合格,人走要关闭电源和气。

拓展资料
氩弧焊,是使用氩气作为保护气体的一种焊接技术。又称氩气体保护焊。就是在电弧焊的周围通上氩气保护气体,将空气隔离在焊区之外,防止焊区的氧化。
氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术,由于在高温熔融焊接中不断送上氩气,使焊材不能和空气中的氧气接触,从而防止了焊材的氧化,因此可以焊接不锈钢、铁类五金金属。
钨极惰性气体保护焊(TIG)的一 种。
是在氩气保护下,利用电弧热熔化 母材和填充丝而形成接头的焊接方 法。主要控制焊接电流、焊接速度、氩 气流量三个参数。
与手工焊相比,电弧和熔池可见,操作方便;可焊接活性金属的薄板结构;焊缝质量好,接头强度可达母材的80%~90%。1930年美国发明惰性气体保护焊,1957年中国开始使用钨极氩弧焊。可焊接不锈钢、高温合金、钛合金、铝合金等材料,用于核能、航空航天、船舶、电子、冶金等工业。
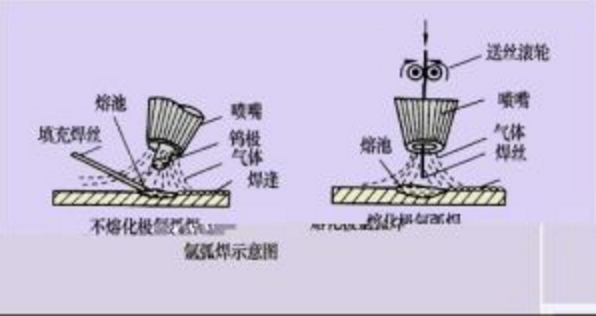
氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
参考资料来自:百度百科-氩弧焊