气割操作的步骤与方法
1、01气割前准备:将工件表面的油污和铁锈清理干净,并将工件垫起一定的高度,使工件下面留有一定间隙,以利于熔渣的吹出。根据图样尺寸及形状的要求,在待加工钢板上利用划线工具划出下料线。
根据所切割板料的厚度,通过表2-10选用割炬的型号、割嘴的号码及形式(如气割料厚10mm的Q235钢板可选用G01-30型割炬,2号环形割嘴),然后检查割炬是否正常。检查割炬的方法如图8-2所示。旋开割炬氧气调节阀,使氧气流过混合气室喷嘴,这时将手指放在割炬的乙炔进气管口上,如果手指感到有吸力,证明割炬正常,若无吸力或有推力,则证明割炬不正常,必须进行修理或更换。
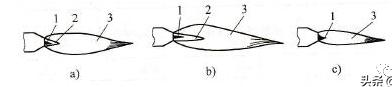
2、02火焰的调整。调整火焰时,先微量打开氧气阀,再少量打开乙炔阀,使可燃混合气体从割炬中喷出,然后用左手握住割炬中部,使割嘴背向人体,右手点燃割炬,再用右手握住割炬,调整氧气与乙炔阀门,使预热火焰为中性焰。判断氧乙炔焰性质最简便实用的方法,就是观察氧乙炔焰燃烧的形状。中性焰的长度适中,明显可见焰心、内焰和外焰三部分(图8-3a);碳化焰较长,而且明亮,内焰比较突出(图8-3b);氧化焰的长度较短,内、外焰无明显界限,亮度较暗(图8-3c)。 检查割炬的方法, 观察调整预热火焰步骤:1-焰心2-内焰3-外焰,在预热火焰调至中性焰后,可反复试放切割氧,同时调节混合气调节阀,以保证氧乙炔焰在切割过程中也能保持为中性焰。同时,从不同侧面观察切割气流(俗称风线)的形状,要求其呈均匀、清晰的圆柱形。否则,应关闭乙炔和氧气,用通针清理割嘴,直至获得规范的切割气流为止。
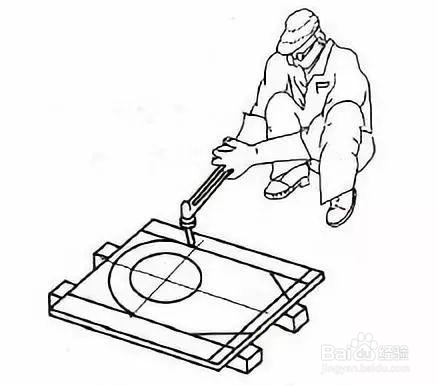
3、03气割。点燃割炬、调好火焰之后就可以进行切割。操作姿势如图8-4所示。双脚成外八字形蹲在工件的一侧,右臂靠住右膝盖,左臂放在两腿中间,这样便于气割时移动。无论是站姿还是蹲姿,都要做到重心平稳,手臂肌肉放松,呼吸自然,端平割炬,双臂依切割速度的要求缓慢移动或随身体移动,割炬的主体应与被割物体的上平面平行。
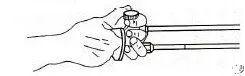
右手握住割炬手把,并以右手大拇指和食指握住预热氧调节阀(便于调整预热火焰能率,且一旦发生回火时能及时切断预热氧),左手的大拇指和食指握住切割氧调节阀(便于切割氧的调节),左手的其余三指平稳地托住射吸管,使割炬与工件保持垂直。气割时手的姿势如图8-5所示。
若从钢板的边缘开始切割,可先对板边进行预热,当预热点略呈红色时,可将预热火焰中心移出边缘外,慢慢打开切割氧气阀,使切割气流贴在板边上,这时可观察到切口处氧化熔渣随氧气流一起飞出。板边被割透以后,即可慢慢移动割炬进行切割,如图8-6所示。
气割过程中需要移动身体位置时,应先关闭切割氧气阀门,待身体位置移好后,再将割嘴对准割缝预热及切割。
气割过程中,割炬运行速度要均匀,割炬与工件的距离要保持不变。切割的速度应根据被割钢板的厚度和切割面的质量要求而确定。在实际工作中,可以通过以下两种方法来判断切割速度是否合适:一是观察切割面的割纹,如果割纹均匀,后拖量很小,说明切割速度合适;二是在切割过程中,顺着切割气流方向从切口上部观察,如果切割速度合适,应看到切割处气流通畅,没有明显弯曲。
为充分利用预热火焰和提高效率,切割时可根据被切割钢板的厚度将割嘴向后倾斜0°~30°,且钢板越薄,角度应越大,如图8-7所示。
图8-6 从钢板边缘起割的操作方法a)、b)预热c)后移、开风d)起割
图8-7 割嘴向后倾斜
如果需要在钢板中部某个位置开孔,在开放切割氧时应注意控制割嘴、钢板之间的距离和角度,以免溅起的熔渣堵塞割嘴。
在切割过程中,由于氧、乙炔气体供应不足、熔渣堵塞割嘴或割嘴头过热等原因,常会发生回火现象,此时应紧急关闭气源,正确的顺序是:先关闭乙炔阀,切断易燃气源,再关闭混合气阀。待查清原因,处理完毕后再点火继续工作。

4、04气割后清理。切割至终点后,关闭切割氧气阀,同时抬起割炬,若不需继续使用,则先关闭乙炔阀,后关闭混合气调节阀。然后放松减压器的调压螺杆,关闭乙炔和氧气瓶阀。工作结束后,卸下割炬和减压器,并妥善保管,盘起乙炔、氧气胶管,清理好工作场地。